





1000L-IBC Ton Barrel Submersible Capping Machine, Additive Capping Machine Automatic Filling Equipment

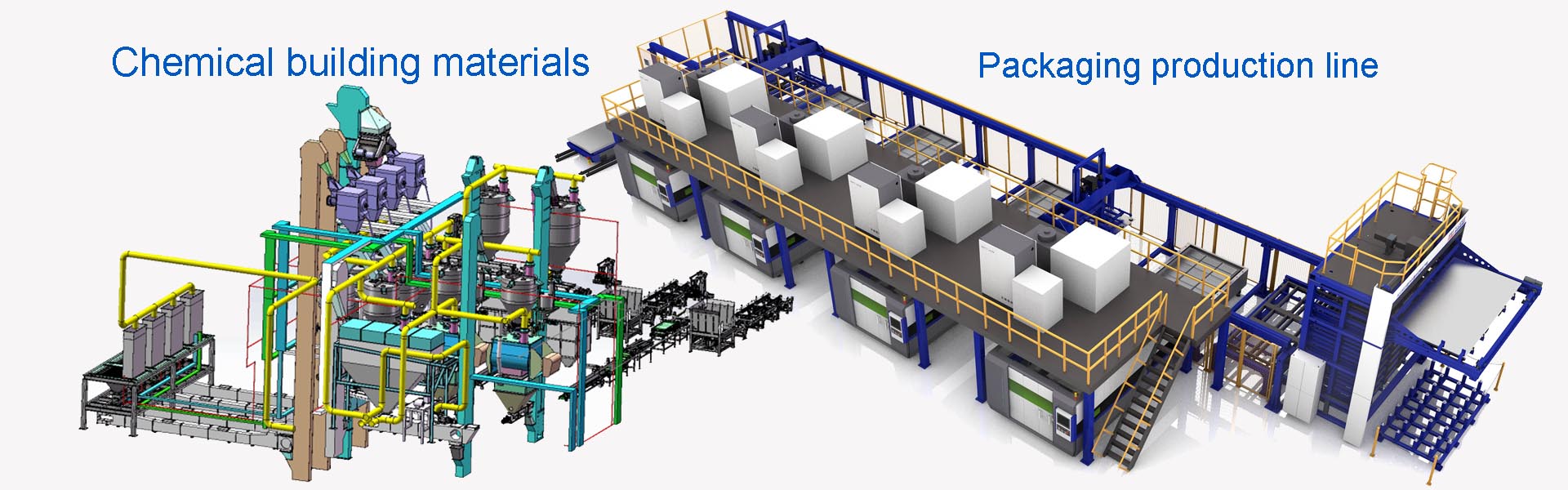
A 1000L-IBC Tote Submersible Capping Machine combined with an Additive Capping Machine and Automatic Filling Equipment is a comprehensive solution designed for efficient, precise, and safe packaging of bulk liquids into IBC totes. Below is a detailed overview of this system, its components, applications, and benefits.
Overview:
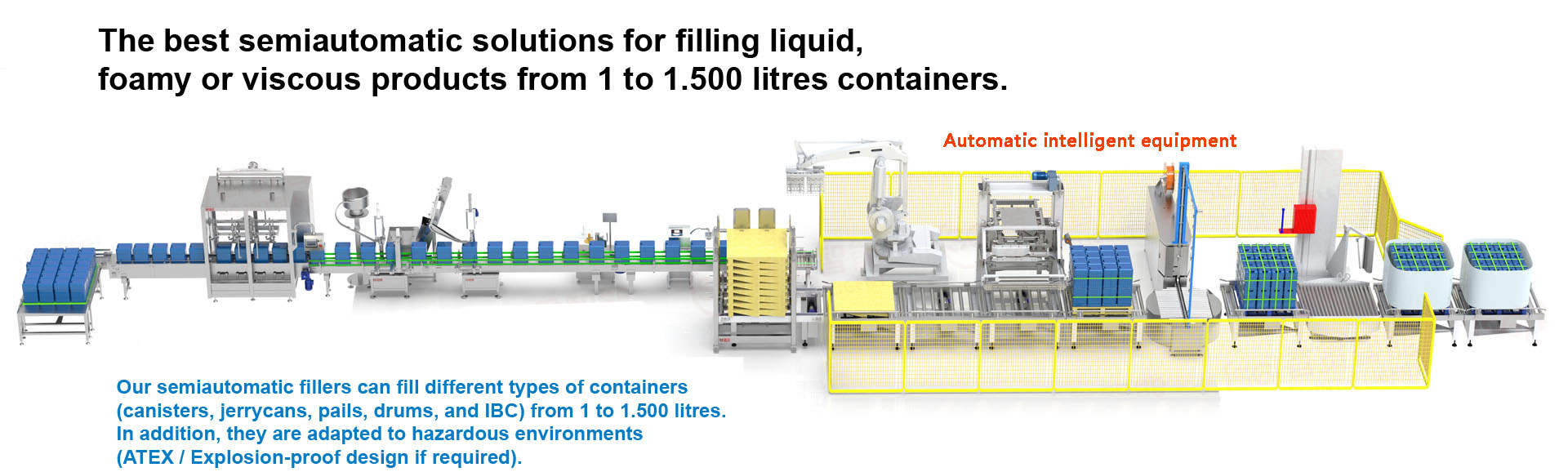
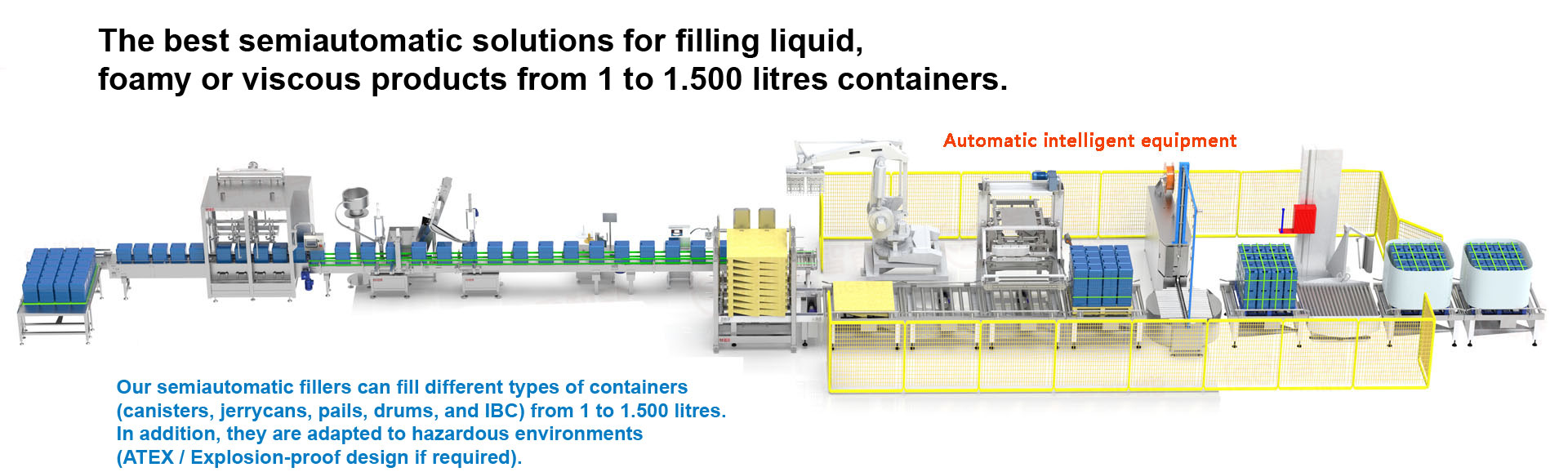
This integrated system automates the process of filling, capping, and sealing IBC totes (typically 1,000 liters) while also allowing for the addition of additives or secondary ingredients. It is ideal for industries that require precise liquid handling, such as chemicals, food and beverage, pharmaceuticals, oils, and more. The system ensures accuracy, reduces labor costs, and minimizes contamination risks.
Key Components:
IBC Tote Submersible Filling Machine:
Designed for submerged filling to prevent splashing, frothing, and air bubble formation.
Fills IBC totes with capacities up to 1,000 liters (or more, depending on configuration).
Adjustable filling speeds and precision flow control (±0.5% accuracy).
Compatible with both low-viscosity and high-viscosity liquids.
Additive Capping Machine:
Automates the addition of secondary ingredients or additives into the IBC tote.
Precise dosing and mixing capabilities for consistent product quality.
Optional integration with the filling machine for simultaneous filling and additive dosing.
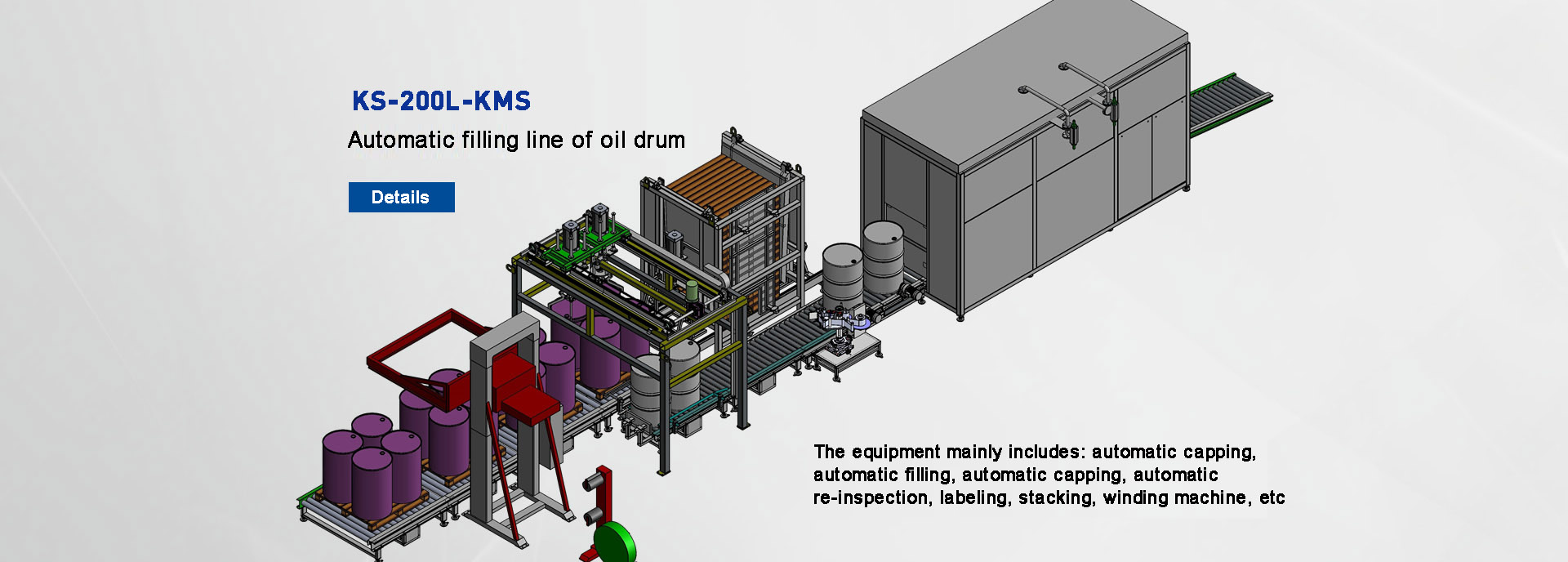
Automatic Capping Equipment:
Seals IBC totes with tamper-evident or hermetic caps to prevent contamination and leaks.
Drip-free capping mechanism with adjustable torque settings.
Compatible with standard IBC tote caps (e.g., bolt-ring or threaded caps).
Touchscreen HMI (Human-Machine Interface):
User-friendly interface for programming fill volumes, additive dosing, and capping parameters.
Stores multiple product profiles for different liquids and formulations.
Level Sensors and Weight-Based Filling:
Integrated level sensors (e.g., radar, ultrasonic) ensure accurate fill levels.
Optional weight-based filling using load cells for gravity-based applications.
Conveyor System (Optional):
Automates the transport of IBC totes between filling, capping, and storage areas.
Improves throughput and reduces manual labor.
Data Logging and Traceability:
Records fill data, additive dosing, and capping details for compliance and quality control.
Integrates with MES/ERP systems via USB, Ethernet, or wireless connectivity.
Applications:
Chemicals: Filling acids, solvents, industrial fluids, and corrosive substances.
Food & Beverage: Filling oils, sauces, juices, and other food-grade liquids.
Pharmaceuticals: Filling oral solutions, syrups, and bulk pharmaceutical ingredients.
Oils & Lubricants: Filling engine oils, hydraulic fluids, and greases.
Agriculture: Filling fertilizers, pesticides, and crop protection chemicals.
Industrial: Filling lubricants, adhesives, and specialty chemicals.
Benefits:
Efficiency:
Fully automated process reduces labor costs and increases throughput.
Simultaneous filling and additive dosing streamline operations.
Accuracy:
±0.5% filling accuracy ensures consistent product quality and minimizes giveaway.
Precise additive dosing for uniform formulations.
Safety:
Submerged filling and drip-free capping reduce spills and operator risk.
Grounding and static-dissipative materials prevent sparks in hazardous environments.
Versatility:
Suitable for a wide range of liquids and IBC tote sizes.
Customizable for specific industry requirements (e.g., food-grade, hazardous chemicals).
Hygiene:
CIP (Clean-In-Place) capability and food-grade materials ensure compliance with hygiene standards.
Tamper-evident caps prevent contamination.
Cost-Effective:
Reduces product waste, labor costs, and downtime compared to manual operations.
Minimizes cross-contamination risks with dedicated equipment.
Compliance:
Meets industry standards (e.g., FDA, EHEDG, NSF) and safety certifications (e.g., ATEX, CE).
Scalability:
Modular design allows for future upgrades, such as conveyor integration or data logging.
Technical Specifications (Example):
Filling Capacity: 1,000 liters per minute (adjustable)
Filling Accuracy: ±0.5%
Additive Dosing Accuracy: ±1%
Capping Torque: Adjustable (e.g., 20-100 Nm)
Materials: 316L stainless steel (food and pharma grade), Hastelloy (optional)
Power Source: Electric (220V/50Hz or 110V/60Hz) or pneumatic (optional)
Dimensions: Compact footprint (e.g., 1500mm x 1200mm x 2000mm)
Weight: ~350 kg (depending on configuration)
Safety Certification: CE, FDA, EHEDG, NSF, ATEX (optional)
Optional Add-Ons:
Conveyor System: Automated transport of IBC totes for continuous operation.
RFID/Barcode Scanners: For automatic container recognition and tracking.
Explosion-Proof Motors: For hazardous environments (ATEX certification).
Anti-Foam Nozzles: For filling viscous or frothy liquids without creating bubbles.
Level Sensors: Radar or ultrasonic sensors for precise fill level control.
Data Logging: USB or Ethernet connectivity for recording fill data and integration with MES/ERP systems.
Conclusion:
A 1000L-IBC Tote Submersible Capping Machine combined with an Additive Capping Machine and Automatic Filling Equipment is a versatile, efficient, and safe solution for bulk liquid packaging. With its automated operation, precision accuracy, and robust construction, it minimizes labor costs, reduces spills, and ensures compliance with strict industry standards. Whether you need a basic system or a fully customized solution with advanced features, this integrated equipment is a valuable investment for streamlining bulk liquid handling operations.
Immediate Order:
Website: http://m.xtsy120.com/product/drumfillingmachines-en.html
China Manufacturing Co Ltd.: https://fillingmachinecn.en.made-in-china.com









-
200L Semi Auto Thinner Explosion-Proof Drum Filler Machine[2025-04-24]
-
Factory Custom 4 Heads Mineral Water 100 Liter Filling Machine[2025-04-17]
-
IBC Safe and Explosion-proof Filling Machine for Chemical Products[2025-05-13]
-
Semi-Automatic Jam/Salad Dressing/Peanut Butter/Paint Cans Filling Machine for 5-30L[2025-05-30]